Sabre Yachts has an unequalled reputation for building strong, durable boat hulls and we have our lamination department to thank for that. When Sabre Yachts started building fiberglass parts or components using the VIP (Vacuum Infusion Process) system in 2007, the company also reduced their VOC (Volatile Organic Compound) output by over 80%.
So how does the VIP (Vacuum Infusion Process) work? Here is a step-by-step run-through of the process. As you will see, it’s no easy feat.
1. The first step is to inspect the mold and prepare the mold surface. Here is a picture of a Sabre 38 Salon Express mold where a Sabre Associate is wiping down the surface using 5+ coats of mold release wax. The wax is applied to ensure the part is easily removed from the mold.

Sabre Associate preparing the mold surface.
2. After the wax is applied, we spray gel coat to the mold surface.
3. The next step is to reinforce gel coat with chopped-strand E-glass (CSM) & resin system. This is referred to as a “skin coat”.

The skin coat
4. Once the skin coat has cured, we load the mold with an engineered recipe of various fiberglass fabrics and materials to provide the highest strength and weight ratio for the composite structure. This includes outer reinforcement skins, any required core material and inner reinforcement skins. Skin coat and outer reinforcement skin helps prevent print through (when one can see the checkered design of the fiberglass fabric).
5. The next step is to install resin feed (liquid), and vacuum plumbing system (including perimeter vacuum) per designed layout. The vacuum removes the air from the dry stacks and laminates and ensures a more even resin to fiber ratio and makes the hull or part stronger and lighter. The result is remarkable; the VIP process produces significantly less waste.
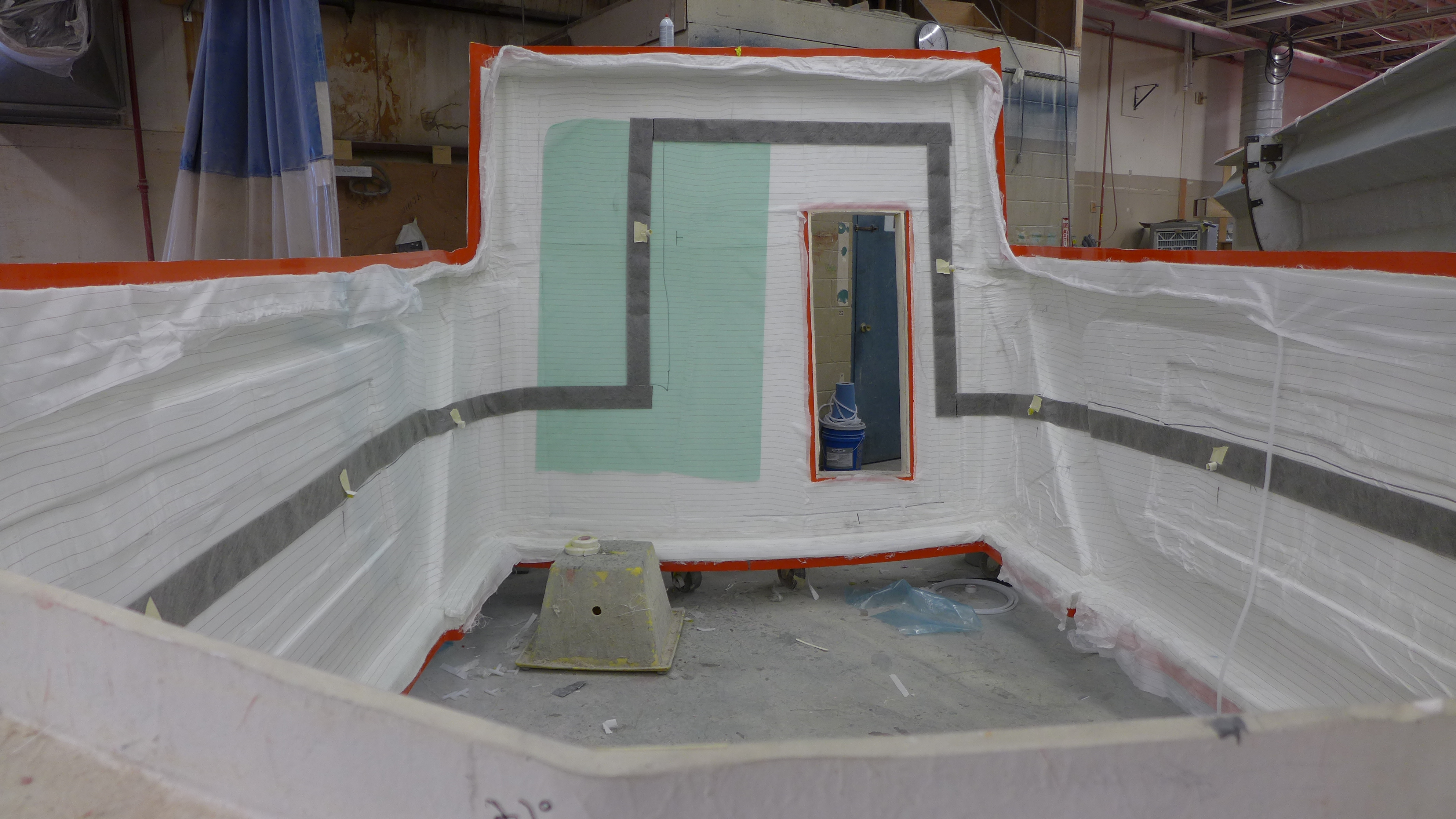
6. In the image above, you can see the vacuum bag covering the entire mold, leaving lots of slack, and sealing along the entire perimeter mold flange. We use a yellow rubber sealant tape called butyl to seal the resin vacuum.

7. After the bags are sealed tight, we install the remainder of resin delivery plumbing from resin supply –to- ports of entry through the vacuum bag. (Typically color-coded when there are lots of hoses so that the choreography of the resin delivery can be managed.)
8. Below the mold is being filled with the infusion-grade resin. As you can see, the resin remains in the plastic bag which significantly reduces the number of VOCs the company releases into the environment as well as making the work environment a healthier place to work for all Sabre employees.

9. Once the dry stack is fully infused, the resin hardens (cures) while under the vacuum. A typical Sabre hull takes about three hours to gel (liquid solidifying).
10. Sabre generally leaves the part in the mold overnight to fully cure. The next day, the associates remove vacuum bag, resin supply & vacuum plumbing.
11. Finally the new completed fiberglass part is ready to be removed from the mold. Below the Sabre Lamination Team is using an overhead crane to flip the deck out of the mold.

The end result is a stronger, lighter and aesthetically better looking part that was built in a more environmentally conscientious way.
To learn more about the fiberglass and lamination process at Sabre Yachts, take a look at a blog written a month ago about Mike Inman, Lamination Department Supervisor.
Many thanks to Glenn Campbell and Dave Newcomb in the Sabre Engineering Department for their assistance with this blog.